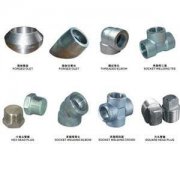
法蘭制造流程

-
推鋼機廣泛應用于冶金行業,據了解,目前我 國推鋼機按傳動機構大致有以下幾種:齒輪齒條 式、鏈輪鏈條式、橫向移鋼車、曲柄擺桿式、液壓擺 桿式。以上幾種方式各有其優缺點,在濟鋼中板改 造工程中,我們在1號加熱爐處自行設計制造了 了一種新型液壓直推式推鋼機,其特點是結構簡 單、運行可靠,在這里給大家介紹一下。

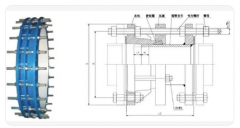
每個加熱爐前用兩套推鋼機,液壓直推式推 鋼機機械結構如圖1所示。工作原理為:板坯通過 爐前輥道運至加熱爐前,通過操縱主令控制器來 控制兩套液壓缸分別或同時工作,液壓缸工作行 程3.5米。每套系統包括一臺液壓缸、兩套導向機 構、一個推頭、一套聯接部分等。
因推頭在推出過程中垂直方向會產生巨大的 彎矩,本設計中采用了浮動式叉頭機構,使液壓缸 推桿只承受水平方向的外力,垂直方向產生的外 力及彎矩全部由兩導向桿承受,這樣,可以大大提高液壓缸的使用壽命。同時聯接頭底面設置擋板, 以避免特殊情況下液壓缸頭部從聯接頭底面脫 出。

首先,必須保證導向桿強度及剛度。另外,因 推鋼機工作行程長,造成導向桿長將近9米,這為 熱處理帶來極大的困難(現條件沒有這么瀑鷯爐 子)。制作時,可以分成兩段,在熱處理、粗鬻席嘻將 兩段接頭處分別加工成內、外螺紋,『將螺紋旋豢后,在接頭處打坡口、焊牢,焊縫要求按YB/T036. 10標準的Ⅱ級規定探傷,焊后再進行精加工至成 品。注意接頭位置應避開最大彎矩和最大剪力點。

推頭及推頭連接板采用2Cr25Ni20Si2,屬于 奧氏體耐熱鋼。為保證焊縫熔透,將推頭連接板坡 口加工成如圖3所示尺寸。焊前用氧一乙炔火焰 將工件預熱到1500C,用點溫度計檢測預熱溫度; 推頭及推頭連接板相焊,屬于同類組織的鋼焊接, 考慮該焊縫處于高溫區,要求焊縫具有較高的抗 疲勞|生能,同時也考慮到焊縫與母材成份相近,選 用A507焊條較為合適,這種焊材含Mo量最高, 具有較高的熱強性,若無A507可用A407或 A402代用。焊前將焊條烘干到250~350℃,保溫 兩小時,放入保溫筒內,隨用隨取;為防止焊接變 形,兩邊要交替焊接;打底焊電流要略大些,盡量 壓低電弧,不做擺動,保證根部焊透;清理層間渣 皮、缺陷等,并注意保持層問溫度;為防止焊縫產 生熱裂紋,打底焊以后各層的焊接應采用小電流, 寬焊道,薄焊層的操作方法。
為便于推頭的更換,推頭與聯接頭采用螺栓 連接,結合面采用臺階式,如圖4所示,在推鋼機 向外推送鋼坯時,水平方向剪力較大,此時剪力由 推頭與聯接頭接觸的臺階面承受;當推鋼機向回運行時,水平方向剪力較小,此時剪力才由螺栓承 受。另外,加設扣緊螺母以防螺栓松動。

推鋼機推到最大行程時在靠近導向桿末端的 軸承座處會產生較大的支反力,所以要保證軸承 座及其聯接強度,為此我們設計了如圖5所示四 螺栓軸承座,螺栓為四方頭,從底座穿人,底座下 部穿螺栓處設計成方槽結構,這樣在需要打開軸 承座蓋時,只要卸開上部的雙螺母即可,而不必將 整個軸承座從大底座上移開。
將兩導向桿裝入軸承座后,用千分尺來測量 調整兩導向桿在兩套軸承座之間的平行度,調整 好后,用擋塊焊住定位。該機現已運行半年多,運行狀況良好,沒有出 現過任何故障,不僅大大減輕了工人的勞動強度, 也提高了作業效率。在設計中考慮到使用環境惡 劣,工作頻繁,所有零、部件都采用了較大的安全 系數,滿足了冶金設備結實、耐用、故障少、結構簡 單的特定要求。